



فروش تراش cnc سوئیسی 5 محوره SM385 چینی fanuc
ویژگی sm385
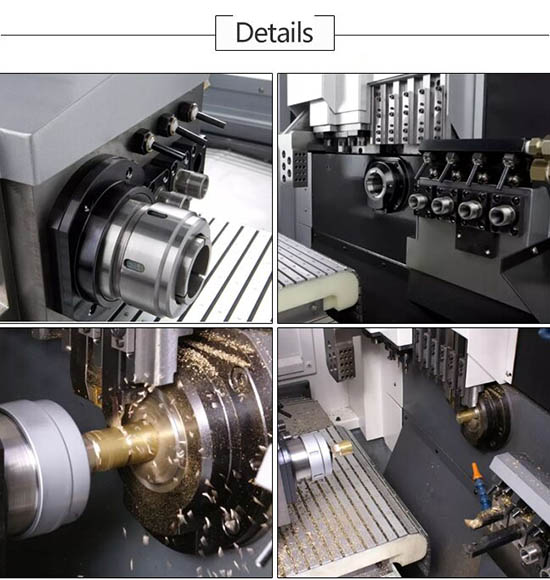
1. انعطاف پذیری بالا: می توان آن را با یا بدون آستین راهنما تعویض کرد.ابزار قدرت را می توان با فرز چرخباد نخ با تغییر سریع، سر قدرت، ابزار VDI، نوار نقاله تراشه، روغن 2 مجهز کرد. فضای پردازش بزرگ و عملیات آسان: آسان برای تغییر ابزار، ابزار رو به پایین عمودی می تواند بهترین حذف تراشه را به دست آورد.
3. سری FANUCα برای موتور ابزار برقی عرضی و موتور تغذیه بهتر از سری β است.
1) سری α مجهزترین موتور FANUC است و دقت، عملکرد و عمر آن بهتر از سری β است.
2) موتورهای سری β تشخیص دما ندارند.در حین کار مداوم یا بار سنگین، دمای موتور همچنان بالا می رود که به موتور و سیستم آسیب می رساند.
3) تقویت کننده های اسپیندل و سروو شرکت ما از سری α استفاده می کنند (FANUC بالاترین پیکربندی است) و تقویت کننده های اسپیندل و عرضی از هم جدا می شوند ، سری β تقویت کننده های اقتصادی هستند و قیمت پایین تر از سری α است و تقویت کننده های دوکی و عرضی یکپارچه شده اند.همه باید در نگهداری و تعویض بعدی تعویض شوند و هزینه نگهداری سری β بیشتر از سری α است.گشتاور موتور α، دقت بازخورد، وضوح رمزگذار و تشخیص جریان بسیار قوی تر از موتورهای β هستند.
مشخصات
| توصیف کردن | واحد | SM385 | |||
| مکانیک | سیستم کنترل |
| Fanuc 0i | Syntec | |
| حداکثر قطر ماشینکاری | mm | 38 | |||
| سکته | mm | 210 | |||
| اسپیندل اصلی / دور در دقیقه اسپیندل فرعی | دور در دقیقه | 8000/8000 | 6000/6000 | ||
| سرعت تراورس سریع | متر در دقیقه | 32 (X1:24 متر در دقیقه) | 24 | ||
| ابزار | ابزارهای OD | ea | 5×[□16×16] | ||
| ابزار کار جلویی | ea | 3×[Ø25-ER16]+2×[Ø20-ER16] | |||
| ابزارهای متقابل رانده | ea | 4×[ER16] | |||
| ابزارهای پشتیبان (تثبیت شده) | ea | 4×[Ø20-ER16] | |||
| موتورها | موتور اسپیندل | kw | 5.5/7.5 | 5.5 | |
| موتور اسپیندل فرعی | kw | 1.5/2.2 | 3 | ||
| رانده | kw | 1 | |||
| صلیب | kw | 0.55/1.1 | 1 | ||
| موتور خنک کننده | kw | 0.9 | |||
| دیگران | ظرفیت مخزن خنک کننده | L | 200 | ||
| ظرفیت مخزن روغن کاری | L | 1.8 | |||
| ارتفاع از مرکز تا اسپیندل کف | mm | 1000 | |||
| بعد، ابعاد، اندازه | (L) | mm | 2760 | ||
| (W) | mm | 1564 | |||
| (H) | mm | 1882 | |||
| وزن | kg | 4500 | |||
| کنترل NC | محورهای قابل کنترل | 7 محور / 4 محور | |||
| LCD | LCD 10.4 اینچ | ||||
| پارامترهای استاندارد سیستم | استاندارد | ||||
| ضربه زدن سفت و سخت | استاندارد | ||||
| چرخ دستی | استاندارد | ||||
| کنترل سنکرون/هیبرید | استاندارد | ||||
| درون یابی حلزونی | استاندارد | ||||
مزیت دستگاه تراش cnc sm385
1. قابلیت های پردازش ترکیبی تراشکاری و فرز با سفتی بالا
می توان آن را در صنایعی مانند ارتباطات، لوازم خانگی، الکترونیک و اسباب بازی ها اعمال کرد.با قطر زیاد، رویه های پیچیده، الزامات دقت بالا، ماشینکاری ترکیبی تراشکاری و فرزکاری و مقدار زیادی ابزار مشخص می شود.تراش cnc نوع سوئیسی SM385 دارای قابلیت تراشکاری و فرزکاری قوی است و با یک برش به اندازه قابل پردازش است.روش پردازش سنتی استفاده از تراشهای CNC، مراکز ماشینکاری (یا ماشینهای فرز، ماشینهای حفاری)، چندین ماشین ابزار و چندین روش برای تکمیل پردازش است.تعداد تجهیزات مورد نیاز زیاد است، راندمان تولید کم است و دقت ماشینکاری قطعات پس از گیره دوم قطعه کار دشوار است.

2. ماشین تراش cnc نوع سوئیسی SM385 دارای تراشکاری و فرز با استحکام بالا، با یک گیره است که می تواند استحکام بالای دایره بیرونی قطعه کار، صورت چرخش، رزوه کشی، شیار، برش و فرز عرضی، سوراخ کاری، ضربه زدن، و وجه جلویی را درک کند. قابلیتهای چندگانه پردازش ترکیبی مانند سوراخ کردن، ضربه زدن و حفاری در قسمت پشتی پس از برش.

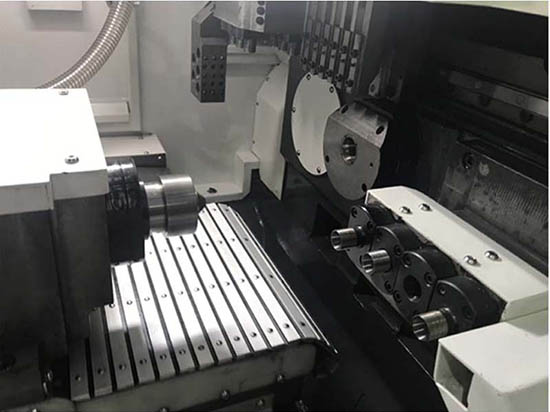
3. طراحی دو دوک برای پردازش پشت پس از برش و پردازش همزمان
برای قطعاتی که نیازی به نقص محدب و مقعر در مرکز وجه انتهایی عقب قطعه کار ندارند، یا برای قطعات باریک شافت که نیاز به گیره و چرخش همزمان دوک های اصلی و فرعی دارند و برای قطعاتی که نیاز به فرزکاری، سوراخکاری دارند، خسته کننده، و ضربه زدن بر روی سطح برش، دوبرابر مدل دوک را می توان به طور کامل واجد شرایط.علاوه بر این، دوک های اصلی و فرعی می توانند به طور همزمان کنترل شوند یا به طور مستقل پردازش شوند.
4. تغذیه خودکار و بلنکینگ خودکار محصولات نهایی
با پیکربندی یک فیدر میلهای هنگام تغذیه، و گرفتن قطعات کوتاه/طول در هنگام دریافت، ماشین ابزار میتواند حالت "یک نفر، چند ماشین" را از عملکرد یک نفره و چندین مراقب را درک کند، که اتوماسیون تجهیزات را بهبود میبخشد و مقدار زیادی را ذخیره میکند. شرکت هامنابع انسانی می تواند کمک زیادی کند.
علاوه بر این، مدل «دستگاه تراش نوع سوئیس cnc» دارای ویژگی های برجسته زیر نیز می باشد:
1) تابع درون یابی پیوند چند محوری: برای بهبود موثر راندمان پردازش و برآورده کردن پردازش قطعات پیچیده.
2) آستین راهنمای چرخش همزمان با سرعت بالا: برای برآورده کردن الزامات پردازش با سرعت بالا.
3) دقت کافی بالا: برای برآوردن نیازهای افزایش دقت هوانوردی، ابزار دقیق، تجهیزات ارتباطی و سایر قطعات.






