



دستگاه تراش cnc سوئیسی 4 محوره AK164
ویژگی AK164
1. سرعت بالا، دقت بالا و کارایی بالا: طرح ابزار بهینه است و سیستم کنترل پردازش محاسباتی با سرعت بالا را برای به حداقل رساندن زمان تعویض ابزار، به دست آوردن بهترین موقعیت و به حداقل رساندن زمان کمکی اتخاذ می کند.
2. پایداری بالا: ساختار راهنما و دهانه گسترش می یابد و دستگاه قفل ترمز پس از نمایه سازی محور اصلی / ثانویه باعث بهبود پایداری هنگام پردازش قطعه کار می شود.
3. پیکربندی بالا: پیکربندی ابزار چند محوره غنی است و ابزار برقی استاندارد است که تا حد زیادی محدوده پردازش را گسترش می دهد و پردازش پیچیده قطعات پیچیده را برآورده می کند.
4. صلبیت بالا: ضخامت دیواره ریخته گری بستر، دهانه وسیع ریل راهنما، استحکام و قابلیت گسترش ماشین ابزار.برش سنگین نسبت به سایر ماشین آلات برتری دارد و مزایای آشکاری در پردازش فولاد، فولاد آلیاژی، فولاد ضد زنگ و غیره دارد.
مشخصات
| توصیف کردن | واحد | AK164 | |||
| مکانیک | سیستم کنترل |
| Fanuc 0i | Syntec | |
| حداکثر قطر ماشینکاری | mm | 16 | |||
| سکته | mm | 150 | |||
| اسپیندل اصلی / دور در دقیقه اسپیندل فرعی | دور در دقیقه | 10000/8000 | 6000/6000 | ||
| سرعت تراورس سریع | متر در دقیقه | 24 | |||
| ابزار | ابزارهای OD | ea | 6×[□12×12] | ||
| ابزار کار جلویی | ea | 3×[Ø25-ER16] | |||
| ابزارهای متقابل رانده | ea | 3[ER16] | |||
| ابزارهای پشتیبان (تثبیت شده) | ea | / | / | ||
| موتورها | موتور اسپیندل | kw | 3.7/5.5 | 3.7 | |
| موتور اسپیندل فرعی | kw | 0.55/1.1 | 0.4 | ||
| رانده | kw | 0.75 | |||
| صلیب | kw | 0.5 | |||
| موتور خنک کننده | kw | 0.25 | |||
| دیگران | ظرفیت مخزن خنک کننده | L | 180 | ||
| ظرفیت مخزن روغن کاری | L | 1.8 | |||
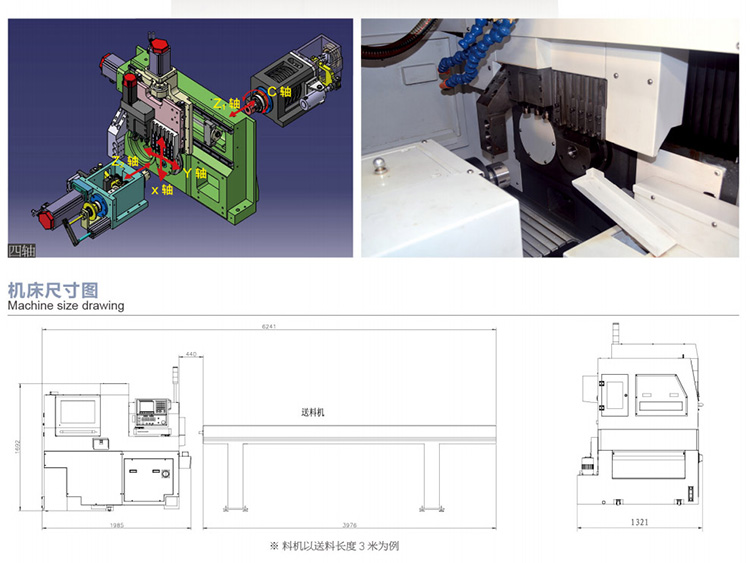
| ارتفاع از مرکز تا اسپیندل کف | mm | 1050 | |||
| بعد، ابعاد، اندازه | (L) | mm | 1985 | ||
| (W) | mm | 1321 | |||
| (H) | mm | 1692 | |||
| وزن | kg | 3000 | |||
| کنترل NC | محورهای قابل کنترل | 5 محور / 4 محور | |||
| LCD | LCD 8.4 اینچ | ||||
| پارامترهای استاندارد سیستم | استاندارد | ||||
| ضربه زدن سفت و سخت | استاندارد | ||||
| چرخ دستی | استاندارد | ||||
| کنترل سنکرون/هیبرید | استاندارد | ||||
| درون یابی حلزونی | استاندارد | ||||
کاربرد دستگاه تراش cnc نوع سوئیسی AK164
برای صنایعی مانند خودرو، الکترونیک، ارتباطات، فناوری اطلاعات، پزشکی، نظامی، هوانوردی، سخت افزار، ماشین آلات و لوازم جانبی هیدرولیک مناسب است.با توانایی تولید مقادیر زیاد، دقت بالا و قطعات پیچیده کوچک و متوسط مشخص می شود.


مزایای فنی
1) روند استفاده از اسپیندل الکتریکی داخلی با سرعت بالا روز به روز آشکارتر می شود و حداکثر سرعت اسپیندل به 12500 دور در دقیقه رسیده است.
2) بازخورد حلقه سرعت/موقعیت از اجزای جدیدی مانند توری داخلی با وضوح بالا یا مغناطیسی استفاده می کند که دقت کنترل بیشتری در چرخش و بازخورد دارد.
3) ساختار پارچه دوک دوکی مخالف می تواند ماشینکاری تمام توالی را در یک بستن کامل کند، مشکلات راندمان و دقت ماشینکاری ناشی از بستن ثانویه قطعه کار را کاهش دهد و کارایی پردازش را بهبود بخشد.
4) کنترل چند ابزار چند محوره و فناوری اتصال چند محوره توانایی ماشین ابزار را برای پردازش قطعات پیچیده و کارایی پردازش بهبود می بخشد.تعداد محورهای کنترل ماشین ابزار هفت عدد و تعداد ابزارهای غیر برقی و ابزار برقی بیش از 20 عدد می باشد.
5) پیکربندی خودکار فراوان برای دستیابی به هدف عملیات و مدیریت چند ماشین یک نفره، علاوه بر نوار نقاله های سنتی، نوار نقاله های تراشه و غیره، مانند گیرنده قطعه کار بلند/کوتاه قطعه کار، ابزار تنظیم خودکار ابزار، شناسایی هوشمند قطعه کار ، قطعه کار تشخیص خودکار پاپ آپ، تشخیص شکستگی ابزار و غیره برای بهبود سطح اتوماسیون و نظارت بر ماشین ابزار با موفقیت در محصولات پیاده سازی شده است.
بازرسی کیفیت
این شرکت برای دستیابی به نظارت دقیق بر کل فرآیند طراحی و ساخت ماشین ابزار، استانداردهای کنترل داخلی سختگیرانه ای را برای مدیریت کیفیت تدوین و اجرا می کند.
45 مورد بازرسی و آزمایش، 632 نقطه کنترل کیفیت، 48 ساعت برای تنظیم تست پردازش بار کامل، با استفاده از سه مختصات.
ابزار اندازه گیری، تداخل سنج F لیزری ERNISHAW بریتانیا، ابزار تعادل دینامیکی ژاپنی SIGMA و سایر تجهیزات تست دقیق برتر در جهان، با گارانتی.
کنترل دقیق تمام جزئیات ماشین ابزار.






